Fiabilidad y Capacidad
1 Datos
Se dispone de datos relativos a la dureza de un compuesto termoplástico elaborado en un proceso industrial (datosx.RData en tu carpeta). En dicha elaboración se han probado distintas potencias de láser, así como velocidades de la cinta transportadora. Además se ha registrado cuál de los tres operadores disponibles ha realizado la medición correspondiente.
Se desea averiguar si el sistema de medida es fiable
REQUISITOS DE CALIDAD. La dureza óptima es de 12, no admitiéndose productos con una dureza inferior a 10 ni superior a 13.
2 Fiabilidad
Estudia la fiabilidad del sistema de medida respecto del operador (op), fijando tape en el nivel “fast” y considerando la variabilidad que reporta el cambiar la potencia del láser.
- Presenta y comenta los resultados del análisis. ¿Cuál es la magnitud de la variabilidad Gage y cómo la interpretas?
- ¿Qué consecuencias tendría encontrar problemas de reproducibilidad? ¿Se aprecian este tipo de problemas? Arguméntalo.
- ¿Qué consecuencias tendría encontrar problemas de repetitividad? ¿Se aprecian este tipo de problemas? Arguméntalo.
CON DATOS1
datos=datos1
datos.fil=filter(datos,tape=="fast")
my.rr <- ss.rr(var = resp, part =laser,
appr =op,
data = datos.fil,
main = "Six Sigma Gage R&R",
sub = "Datos1")## Complete model (with interaction):
##
## Df Sum Sq Mean Sq F value Pr(>F)
## laser 2 130.6 65.29 6.680 0.0531
## op 2 184.1 92.06 9.419 0.0307
## laser:op 4 39.1 9.77 2.302 0.0668
## Repeatability 72 305.7 4.25
## Total 80 659.5
##
## alpha for removing interaction: 0.05
##
##
## Reduced model (without interaction):
##
## Df Sum Sq Mean Sq F value Pr(>F)
## laser 2 130.6 65.29 14.39 5.01e-06
## op 2 184.1 92.06 20.29 8.70e-08
## Repeatability 76 344.8 4.54
## Total 80 659.5
##
## Gage R&R
##
## VarComp %Contrib
## Total Gage R&R 7.778643 77.56
## Repeatability 4.537184 45.24
## Reproducibility 3.241459 32.32
## op 3.241459 32.32
## Part-To-Part 2.250200 22.44
## Total Variation 10.028843 100.00
##
## StdDev StudyVar %StudyVar
## Total Gage R&R 2.789022 16.73413 88.07
## Repeatability 2.130067 12.78040 67.26
## Reproducibility 1.800405 10.80243 56.85
## op 1.800405 10.80243 56.85
## Part-To-Part 1.500067 9.00040 47.37
## Total Variation 3.166835 19.00101 100.00
##
## Number of Distinct Categories = 1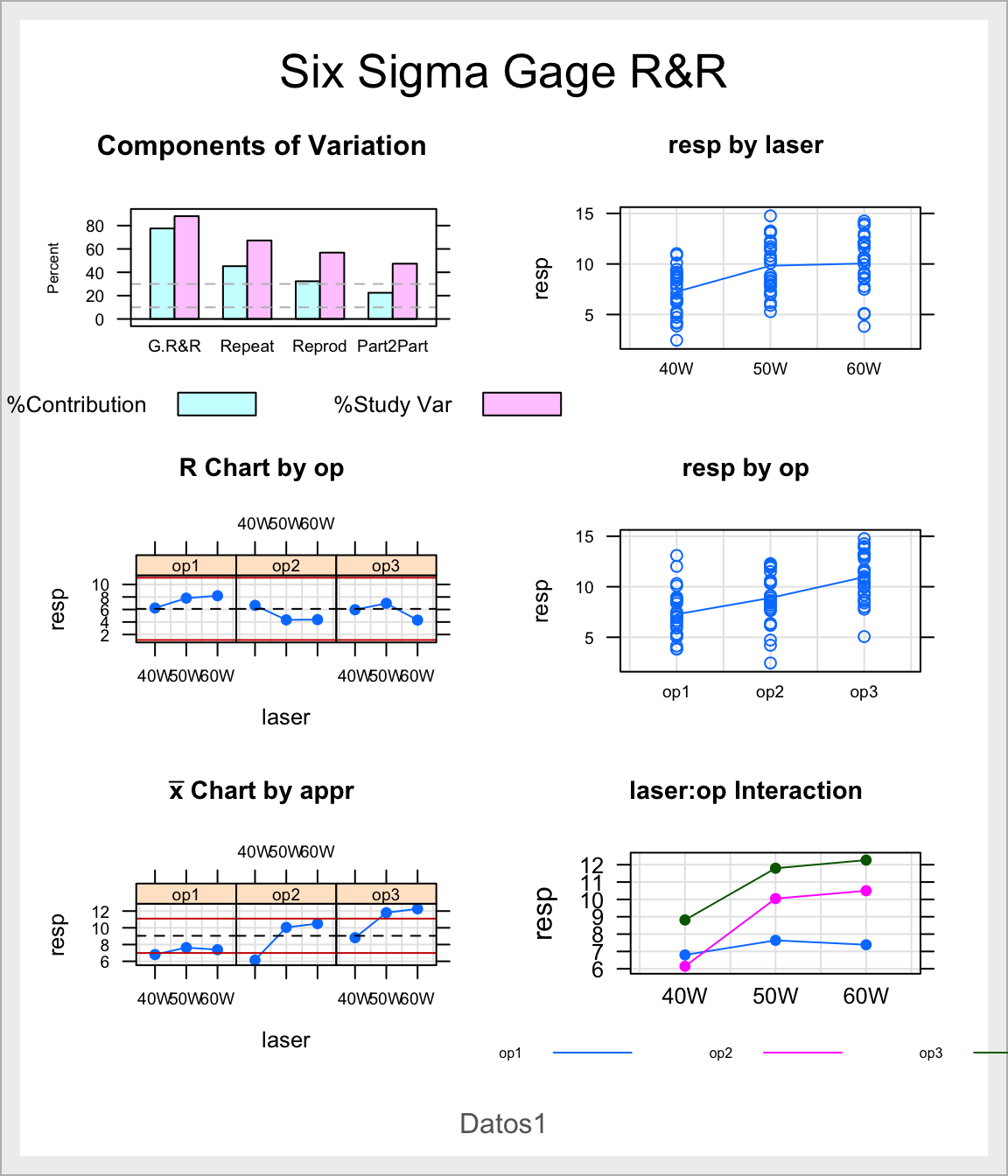
CON DATOS2
datos=datos2
datos.fil=filter(datos,tape=="fast")
my.rr <- ss.rr(var = resp, part =laser,
appr =op,
data = datos.fil,
main = "Six Sigma Gage R&R",
sub = "Datos1")## Complete model (with interaction):
##
## Df Sum Sq Mean Sq F value Pr(>F)
## laser 2 699.1 349.6 9.795 0.028753
## op 2 242.3 121.1 3.394 0.137483
## laser:op 4 142.8 35.7 6.603 0.000139
## Repeatability 72 389.2 5.4
## Total 80 1473.4
##
## alpha for removing interaction: 0.05
##
## Gage R&R
##
## VarComp %Contrib
## Total Gage R&R 11.934888 50.66
## Repeatability 5.405509 22.94
## Reproducibility 6.529379 27.71
## op 3.164433 13.43
## laser:op 3.364946 14.28
## Part-To-Part 11.625330 49.34
## Total Variation 23.560217 100.00
##
## StdDev StudyVar %StudyVar
## Total Gage R&R 3.454691 20.72814 71.17
## Repeatability 2.324975 13.94985 47.90
## Reproducibility 2.555265 15.33159 52.64
## op 1.778885 10.67331 36.65
## laser:op 1.834379 11.00627 37.79
## Part-To-Part 3.409594 20.45756 70.24
## Total Variation 4.853887 29.12332 100.00
##
## Number of Distinct Categories = 1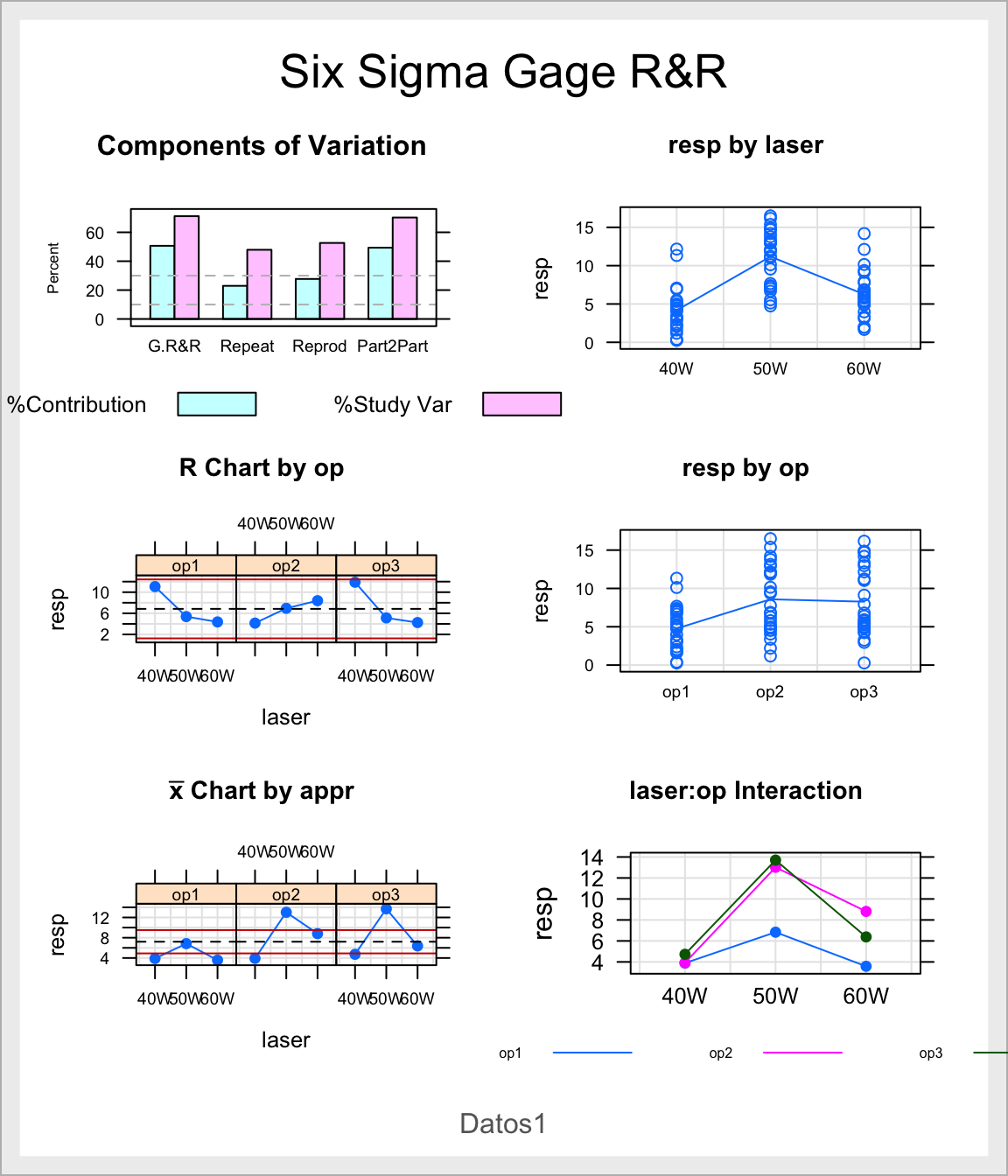
CON DATOS3
datos=datos3
datos.fil=filter(datos,tape=="fast")
my.rr <- ss.rr(var = resp, part =laser,
appr =op,
data = datos.fil,
main = "Six Sigma Gage R&R",
sub = "Datos1")## Complete model (with interaction):
##
## Df Sum Sq Mean Sq F value Pr(>F)
## laser 2 348.5 174.27 4.688 0.0894
## op 2 251.1 125.54 3.377 0.1383
## laser:op 4 148.7 37.17 9.804 2.18e-06
## Repeatability 72 273.0 3.79
## Total 80 1021.3
##
## alpha for removing interaction: 0.05
##
## Gage R&R
##
## VarComp %Contrib
## Total Gage R&R 10.772959 67.97
## Repeatability 3.791293 23.92
## Reproducibility 6.981666 44.05
## op 3.272956 20.65
## laser:op 3.708710 23.40
## Part-To-Part 5.077691 32.03
## Total Variation 15.850650 100.00
##
## StdDev StudyVar %StudyVar
## Total Gage R&R 3.282219 19.69331 82.44
## Repeatability 1.947124 11.68275 48.91
## Reproducibility 2.642284 15.85370 66.37
## op 1.809131 10.85479 45.44
## laser:op 1.925801 11.55481 48.37
## Part-To-Part 2.253373 13.52024 56.60
## Total Variation 3.981287 23.88772 100.00
##
## Number of Distinct Categories = 1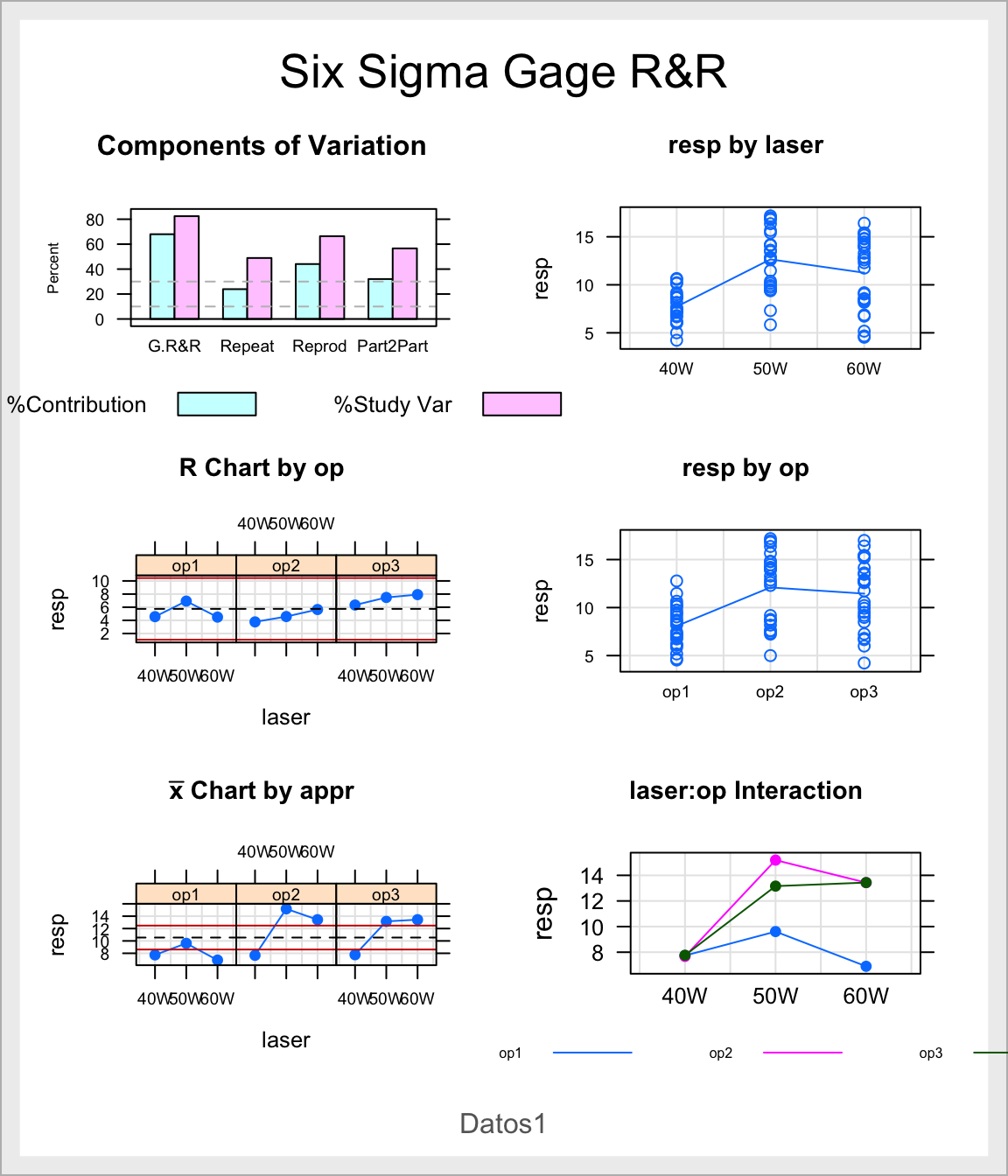
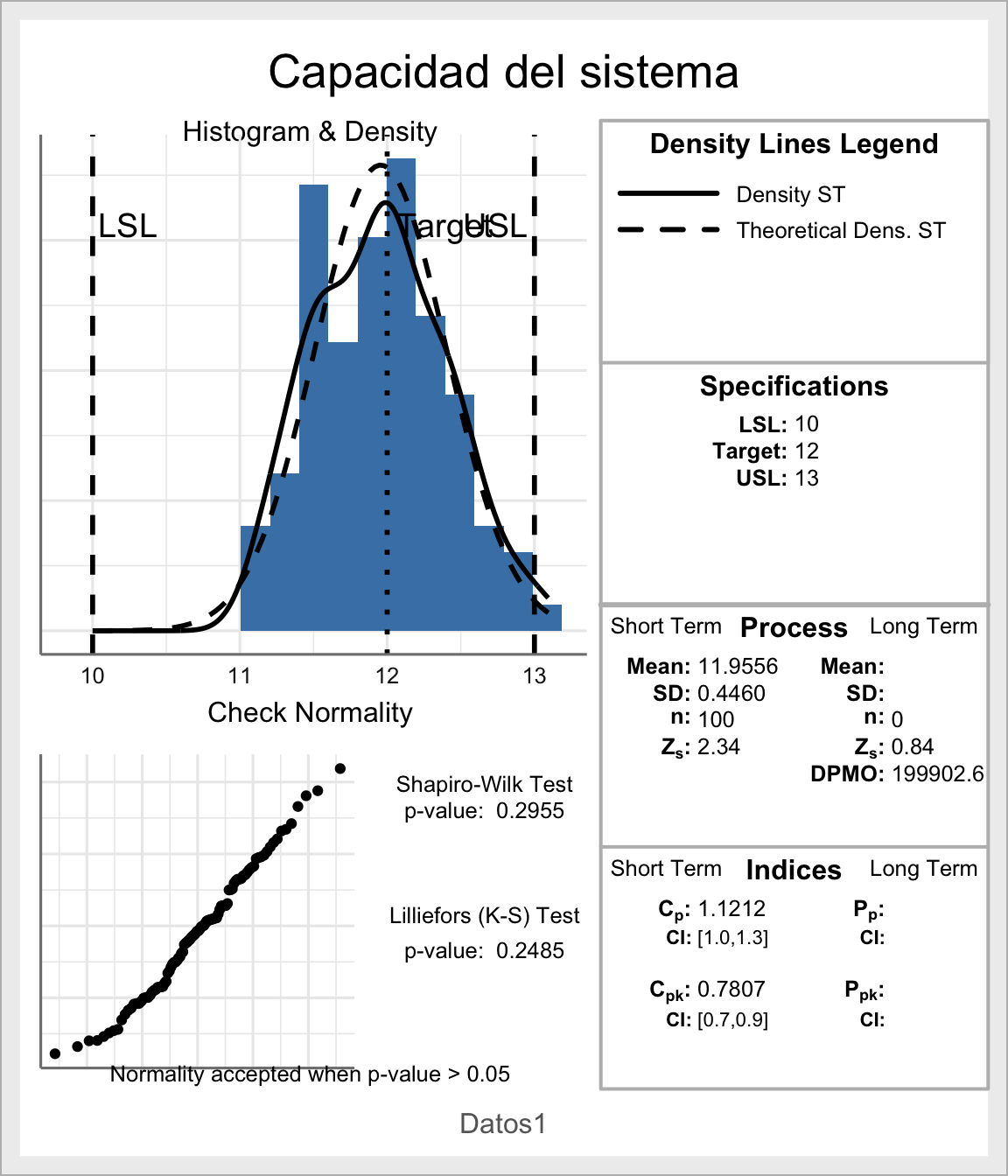
3 Capacidad
Se dispone de 100 mediciones obtenidas bajo unas condiciones fijas (simcap.RData). Estudia la capacidad actual del proceso para cumplir con las especificaciones de calidad requeridas en el plan de garantía de calidad. Extrae y comenta las conclusiones sobre el funcionamiento actual del proceso.
obj=12
lsl=10
usl=13
ss.study.ca(xST=sim.cap,LSL=lsl,USL=usl,Target=obj,alpha=0.05,
f.main="Capacidad del sistema",f.sub="Datos1")